ȥ������(���P䓺�ģ��䓵�)ë�̵ć������M��ˇһ�[
2017-1-12 14:36:22 �c����
ȥ������(���P䓺�ģ��䓵�)ë�̵ć������M��ˇһ�[
ë��---�ڽ����ИI�^���^����һ��������İ�����ڽ�����Ʒ�ӹ��^���У����ǟo̎���ڵģ���Փ����ö�ô���ľ��ܵ��O�䣬���������S�aƷһ���Q�������^ë�̣���Ҫ�Dz��ϵ�����׃�ζ��ڱ��ӹ����ϼӹ�߅�����ɵ�һ�N������Fм����������չ�Ի����g���^�õIJ��|���e���׳��Fë�̣���ǡǡë�̆��}���ǽ��ټӹ��ИI��Ŀǰ��ֹ���̎����o����Q���y�}֮һ�����ټӹ��^���е�ë�������Ҫ���w߅ë�̡����ë�̡��w�R�Ȳ����ϮaƷ�OӋҪ���һ�Nͻ���Ķ���Ľ��ٚ��ಿ�֡������@�����}����Ŀǰ��ֹ߀�]��һ�N��Ч�ķ����܉������a�^���Ќ���Ž^�����Ԟ��˱��C�aƷ���OӋҪ���̎���ֻ���ں����ȥ�������¹���Ŀǰ��ֹᘌ���ͬ�aƷ��ͬ��ȥ��ë�̵ķ������O���ѽ��кܶ�N�ˡ�

һ����r�£� �Ɍ�ȥ��ë�̵ķ����֞��Ĵ��
�ּ���Ӳ���|�������@һ���������ĥ�����S�����ε��ӹ��ȡ�
��ͨ������ܛ���|���������@һ���ɰ��ĥ����ĥ������ɰ݆ĥ��������ȡ�
���ܼ������Խ��|���� �����@һ��Л_ϴ�ӹ���늻��W�ӹ���늽�ĥ�����L�Ӽӹ��ȡ�
�����ܼ������ܽ��|���������@һ���ĥ����ȥë�̡�������ĥȥë�̡�늽�ȥë�̡�����ȥë���Լ����D��������ȥë�̵ȣ� �@�ȥë�̷����ɫ@����������ӹ����ȡ�

���҂����x��ȥë�̷����r��Ҫ���]�������أ���������������ԡ��Y���Π�ߴ�Ĵ�С�;��̶ܳȣ�����Ҫע�����ֲڶȡ��ߴ繫�׃���Լ�����������׃����
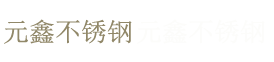
늽�ȥ��ë�̵�����Ч����
���^늽�ȥë�̾���һ�N���Wȥë�̷����� ����ȥ���Cе�ӹ���ĥ���ӹ����_���ӹ����ë�̣���ʹ���������߅���A���⡣
����늽�����ȥ���������ë�̵�һ�N늽�ӹ�������Ӣ�ĺ��Q ECD ��������ꎘO��һ�����S�~���̶������ڹ�����ë�̵IJ�λ�������������һ�����g϶��һ��� 0.3 �� 1 ���ף�������ꎘO�Č�늲�����ë����߅�����������ý^���Ӹ��w������ʹ늽����ü�����ë�̲��֡��ӹ��r����ꎘO��ֱ���Դؓ�O��������ֱ���Դ���O�������� 0.1 �� 0.3 �����ĵ͉�늽�Һ( һ���������c�������cˮ��Һ ) ���^�����cꎘO֮�g������ֱͨ���Դ��ë�̱�a��ꖘO�ܽ����ȥ������늽�Һ���ߡ�
늽�Һ��һ�����g�ԣ�����ȥë�̺��^��ϴ�ͷ��P̎����늽�ȥë���m����ȥ��������[�β�λ������Π���s�����ë�̣����aЧ�ʸߣ�ȥë�̕r�gһ��ֻ���������ʮ�롣�@�N�����������X݆�����I���B�U���y�w�����S��·�ڵ�ȥë�̣��Լ���ǵ��A�ȡ�ȱ�c�����ë�̵ĸ���Ҳ�ܵ�늽����ã������ʧȥԭ�й�ɣ�����Ӱ푳ߴ羫�ȡ�
��Ȼ����늽�ȥ��ë�̣�߀������N�طNȥ��ë�̷�����
һ��ĥ����ȥë��
ĥ�����ӹ����g(AFM)�LJ���70���ĩ�lչ������һ헾��ȥë���¹�ˇ���˹�ˇ�e�m���ڄ����M�뾫�ӹ��A�ε�ë�̣����nj���С���L�Ŀ��Լ��ײ���ͨ�Ľ���ģ�Ⱦ����˼ӹ���
����������ĥȥë��
�˷�60�����Դ��ǰ�K�����������Ȗ|�W���ң�80���������܇�t����C���͑������S�����о���

������ĥ�r����������ɴŘO�γɵĴň��У��ڹ����ʹŘO���g϶�з������ĥ�ϣ�ĥ���ڴň������������ش������������R���У��γ�һֻ��ܛ�Ҿ���һ�����ԵĴ���ĥˢ���������ڴň������D�����S����ӕr�������cĥ�ϰl�������\�ӣ�ĥ��ˢ�͌����������M����ĥ�ӹ���������ĥ���܉��Ч�����ٵČ�����M����ĥ��ȥë�̣��m���ڸ��N���ϡ���N�ߴ硢��N�Y�����������һ�NͶ�Y�١�Ч�ʸߡ���;�V���|���õľ��ӹ�������Ŀǰ�����ѿɌ����D�w������桢ƽ���������X݆݆�X�����s������M����ĥ��ȥë�̣�ȥ�����������ϵ�����Ƥ������ӡ���·��ȡ�
��������ȥë��
����ȥë��(TED )���Ú������w�����c��Ȼ���γɕr��Ϛⱬȼ��a���ĸߜ،�ë�̟������nj�������������ȼ�������ͨ��һ�����]�������ȣ��������c�� ʹ��Ϛ���˲�r�ȱ�ȼ�ų������ğ��ܶ�ȥ��ë�̡����������^ȼ��ȼ���� ��������ĩ���������������ϣ� ��횼�����ϴ����ϴ��

�ġ����D��������ȥë��
���D��������ȥë�̼��g�ǽ������_ʼ���е�һ�Nȥë�̷������H�H���ٵ���ϴЧ������ͨ������ϴ�C��10��20������Ѩ��ˮ�ۃȾ����ܲ���ʹ�����o�������ϴ���Ϳ�����5��15��犃�ͬ�r��ɡ�

- ��һƪ�����ʮ���彛��Ŀ�ˣ�δ���������6.43%���ϼ��� 2017/1/13
- ��һƪ��6��2�ՏU���P��������g���x 2012/5/23